






vol.6 豆知識 : 亜鉛バレルめっきにおいて2009.11.02
ファラデーの法則によりめっき時間を考える
電流密度1A/dm2において亜鉛めっき被膜の析出量は0.285μm/分です。
クロメート処理後 8μm以上のスペックが必要な場合のめっき時間は・・・
クロメート処理後 8μm以上のスペックが必要な場合、めっき上がりのMINは9.5μm~
10μmが必要ですが、バレル内においてワークを回転させながら通電、めっき皮膜を
析出させていくと MIN – MAX で4μm程度の膜厚差 がでます。
そこで、この差を考慮し、めっき上がりで平均12μm析出させる計算をします。
ジンケート浴ではめっき効率が80%程度と考えますので、
計算は、 12μm÷0.285μm/分÷0.8≒52.6
よって、平均12μmの皮膜を析出させるためには 53分のめっき時間が必要となり
ます。しかし、ボルト類のように頭部を測定するようなワークの場合は、高電部を
測定点としているため、計算値よりもプラス15%程度析出する場合があります。
高電部と低電部
ワークにはめっきのつきやすい部分と、つきにくい部分があります。
つきやすい部分を高電部、つきにくい部分を低電部といいます。
特にボルト類で長さが100㎜~150㎜ぐらいあると、中間点と両端部では1:2以上の
膜厚差となります。
近年では均一電着性(スーパージンケート)なるめっき浴(光沢剤)にてめっきを
行うことが流行しています。
この方式は、光沢剤を多くしてめっき効率を抑制することにより、膜厚を均一に析出
させようとするものですが、ミストの発生も多く、また電気代も多くかかります。
CO2をムダに発生させるだけであると考えます。
ジンケート浴の特性
ジンケート浴の特性として、酸性浴と比べめっき効率が落ちるということがあります。
たしかに電流密度1A/dm2付近ではめっき効率が80%です。しかし、低電流0.5A/dm2
付近では90%以上のめっき効率になります。
ジンケート浴の特徴を見る実験 2種行いました。
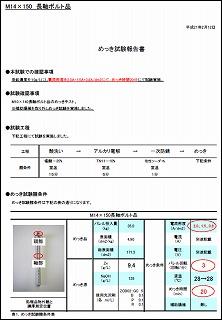
●0.5A/dm2で66分間通電した場合の頭部 膜厚測定
<結果>
膜厚平均 11.94μm
膜厚MAX 14.69μm
膜厚MIN 10.14μm
膜厚理論値 0.5A/dm2×0.285μm/分×66分=9.4μm
実測値と比較 11.94μm÷9.4μm=127%
この数値はジンケート浴の特性を良くあらわしています。
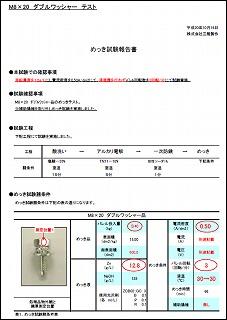
●電流密度0.5A/dm2 1.0A/dm2 2.0A/dm2 において頭部・軸部でどのような
膜厚の析出があるかを試みました。
<結果>
電流密度 0.5A/dm2 ・・・ 頭部と軸部でおよそ 2:1の析出がみられる
電流密度 1.0A/dm2 ・・・ 頭部の析出が軸部以上に抑制されている
電流密度 2.0A/dm2 ・・・ さらに頭部の析出が軸部以上に抑制されている
頭部(高電部)の皮膜析出が抑制され、その結果として頭部と軸部の膜厚差は小さくなり
全体として均一性が得られました。
〒434-0046
静岡県浜松市浜名区染地台六丁目5番12号
TEL:053-584-5539(代)
FAX:053-584-5540
最新記事
カテゴリー
月別アーカイブ
- 2024年12月 [2]
- 2024年11月 [1]
- 2024年10月 [3]
- 2024年9月 [4]
- 2024年8月 [2]
- 2024年5月 [1]
- 2024年4月 [2]
- 2024年3月 [3]
- 2024年2月 [7]
- 2024年1月 [11]
- 2023年12月 [8]
- 2023年5月 [1]
- 2023年4月 [2]
- 2023年1月 [1]
- 2021年12月 [1]
- 2021年11月 [2]
- 2021年10月 [3]
- 2021年9月 [2]
- 2021年8月 [2]
- 2021年7月 [4]
- 2021年6月 [5]
- 2021年5月 [4]
- 2021年4月 [4]
- 2021年3月 [5]
- 2021年2月 [2]
- 2021年1月 [2]
- 2020年10月 [3]
- 2020年9月 [4]
- 2020年8月 [2]
- 2020年6月 [1]
- 2019年11月 [2]
- 2019年9月 [3]
- 2019年7月 [2]
- 2019年6月 [3]
- 2019年5月 [2]
- 2019年2月 [1]
- 2019年1月 [3]
- 2018年9月 [1]
- 2018年5月 [1]
- 2018年3月 [2]
- 2018年2月 [2]
- 2018年1月 [3]
- 2017年11月 [1]
- 2017年10月 [2]
- 2017年8月 [1]
- 2017年7月 [4]
- 2017年6月 [1]
- 2017年5月 [3]
- 2017年4月 [2]
- 2017年3月 [1]
- 2017年2月 [1]
- 2017年1月 [2]
- 2016年12月 [3]
- 2016年10月 [2]
- 2016年9月 [3]
- 2016年8月 [1]
- 2016年7月 [4]
- 2016年4月 [1]
- 2016年2月 [1]
- 2015年12月 [1]
- 2015年7月 [1]
- 2015年5月 [1]
- 2015年4月 [4]
- 2015年3月 [1]
- 2015年2月 [1]
- 2015年1月 [1]
- 2014年11月 [1]
- 2014年10月 [4]
- 2014年9月 [4]
- 2014年8月 [4]
- 2014年7月 [2]
- 2014年6月 [1]
- 2014年5月 [1]
- 2014年3月 [1]
- 2014年2月 [1]
- 2014年1月 [1]
- 2013年12月 [1]
- 2013年9月 [2]
- 2013年8月 [1]
- 2013年7月 [2]
- 2013年6月 [1]
- 2013年5月 [1]
- 2013年4月 [2]
- 2013年3月 [2]
- 2013年2月 [2]
- 2013年1月 [2]
- 2012年12月 [1]
- 2012年11月 [4]
- 2012年10月 [3]
- 2012年9月 [2]
- 2012年8月 [2]
- 2012年7月 [2]
- 2012年6月 [2]
- 2012年5月 [3]
- 2012年4月 [2]
- 2012年3月 [2]
- 2012年2月 [2]
- 2012年1月 [2]
- 2011年12月 [2]
- 2011年11月 [2]
- 2011年10月 [1]
- 2011年9月 [2]
- 2011年8月 [1]
- 2011年7月 [2]
- 2011年6月 [3]
- 2011年5月 [2]
- 2011年4月 [3]
- 2011年3月 [2]
- 2011年2月 [2]
- 2011年1月 [2]
- 2010年12月 [3]
- 2010年11月 [1]
- 2010年10月 [2]
- 2010年9月 [2]
- 2010年8月 [1]
- 2010年7月 [3]
- 2010年6月 [2]
- 2010年5月 [1]
- 2010年4月 [1]
- 2010年3月 [4]
- 2010年2月 [4]
- 2010年1月 [3]
- 2009年12月 [3]
- 2009年11月 [3]
- 2009年10月 [3]
- 2009年9月 [2]