






ファラデーの法則 vol.2622024.01.31
ファラデーの法則
めっきはファラデーの法則に従って膜厚析出を行っています。
亜鉛金属の場合では、単位面積(1dm2)に1Aの電流を1時間流すことで17.1μmの膜厚が析出します。
1分あたり 17.1μm ÷ 60分 = 0.285μm/dm2
析出値は、めっき効率にも関わります。
ジンケート浴の場合は、
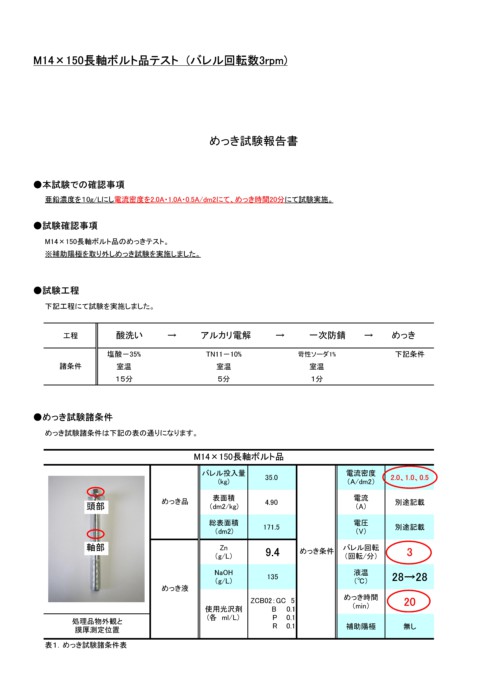
電流密度 0.4A/dm2では、めっき効率が90%以上
電流密度 1.0A/dm2では、めっき効率が67%
電流密度 1.5A/dm2では、めっき効率が50% となっています。
また、ボルトサイズの長さが長いほど軸部と端部との膜厚差が発生します。
一般的に使用されている 均一電着性光沢剤は、高電部のめっき効率を抑制させることで均一性を確保することを意図しています。
ボルトサイズにより、電流密度・めっき時間を調整します。
均一電着性光沢剤を使用した場合のデメリットは、短物サイズで頭部が析出し難いことと、めっき効率を抑制させるためアルカリミストが多く発生することです。
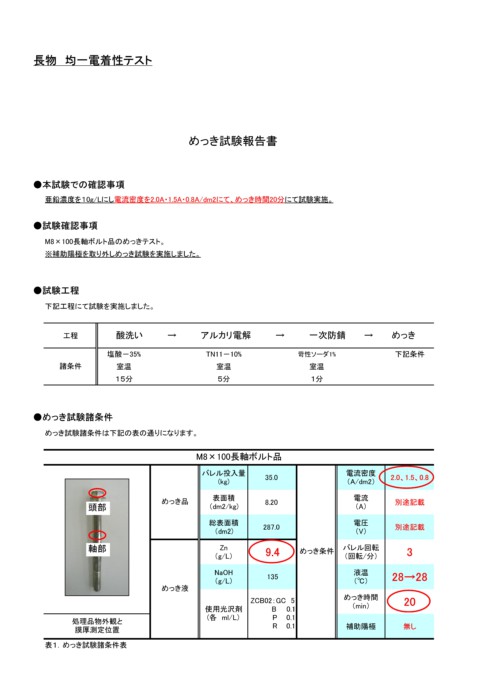
弊社新システムバレルめっき装置では、軸部と端部の膜厚差を小さくするためにエリア指定方式を採用します。
以下の参考資料をご参照ください。
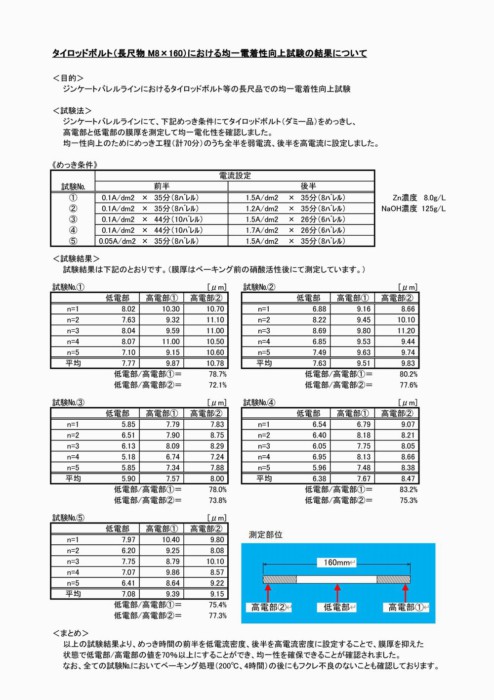
めっき時間を確保するには、前半部分では微弱電流を通電します。
後半部分で必要な電流密度を流します。上記資料より軸部と端部の膜厚差を小さくすることが出来ます。
エリア指定方式では、
短いサイズは電流密度を0.4A/dm2~0.5A/dm2
100mm・150mm・200mmでは、1.0A/dm2・1.5A/dm2・2.0A/dm2
それぞれにめっき時間を選択すれば程良い膜厚差で析出出来ます。
次回vol.263では、【膜厚析出に関わる環境整備を意識】についてお伝えします。
省エネタイプ、エレベーター型亜鉛バレルめっき装置のリーディングカンパニー
三隆製作<お問い合わせ先>
http://www.mitaka-seisaku.co.jp/contact/
〒434-0046
静岡県浜松市浜名区染地台六丁目5番12号
TEL:053-584-5539(代)
FAX:053-584-5540
最新記事
カテゴリー
月別アーカイブ
- 2025年7月 [3]
- 2025年6月 [1]
- 2025年5月 [1]
- 2024年12月 [2]
- 2024年11月 [1]
- 2024年10月 [3]
- 2024年9月 [4]
- 2024年8月 [2]
- 2024年5月 [1]
- 2024年4月 [2]
- 2024年3月 [3]
- 2024年2月 [7]
- 2024年1月 [11]
- 2023年12月 [8]
- 2023年5月 [1]
- 2023年4月 [2]
- 2023年1月 [1]
- 2021年12月 [1]
- 2021年11月 [2]
- 2021年10月 [3]
- 2021年9月 [2]
- 2021年8月 [2]
- 2021年7月 [4]
- 2021年6月 [5]
- 2021年5月 [4]
- 2021年4月 [4]
- 2021年3月 [5]
- 2021年2月 [2]
- 2021年1月 [2]
- 2020年10月 [3]
- 2020年9月 [4]
- 2020年8月 [2]
- 2020年6月 [1]
- 2019年11月 [2]
- 2019年9月 [3]
- 2019年7月 [2]
- 2019年6月 [3]
- 2019年5月 [2]
- 2019年2月 [1]
- 2019年1月 [3]
- 2018年9月 [1]
- 2018年5月 [1]
- 2018年3月 [2]
- 2018年2月 [2]
- 2018年1月 [3]
- 2017年11月 [1]
- 2017年10月 [2]
- 2017年8月 [1]
- 2017年7月 [4]
- 2017年6月 [1]
- 2017年5月 [3]
- 2017年4月 [2]
- 2017年3月 [1]
- 2017年2月 [1]
- 2017年1月 [2]
- 2016年12月 [3]
- 2016年10月 [2]
- 2016年9月 [3]
- 2016年8月 [1]
- 2016年7月 [4]
- 2016年4月 [1]
- 2016年2月 [1]
- 2015年12月 [1]
- 2015年7月 [1]
- 2015年5月 [1]
- 2015年4月 [4]
- 2015年3月 [1]
- 2015年2月 [1]
- 2015年1月 [1]
- 2014年11月 [1]
- 2014年10月 [4]
- 2014年9月 [4]
- 2014年8月 [4]
- 2014年7月 [2]
- 2014年6月 [1]
- 2014年5月 [1]
- 2014年3月 [1]
- 2014年2月 [1]
- 2014年1月 [1]
- 2013年12月 [1]
- 2013年9月 [2]
- 2013年8月 [1]
- 2013年7月 [2]
- 2013年6月 [1]
- 2013年5月 [1]
- 2013年4月 [2]
- 2013年3月 [2]
- 2013年2月 [2]
- 2013年1月 [2]
- 2012年12月 [1]
- 2012年11月 [4]
- 2012年10月 [3]
- 2012年9月 [2]
- 2012年8月 [2]
- 2012年7月 [2]
- 2012年6月 [2]
- 2012年5月 [3]
- 2012年4月 [2]
- 2012年3月 [2]
- 2012年2月 [2]
- 2012年1月 [2]
- 2011年12月 [2]
- 2011年11月 [2]
- 2011年10月 [1]
- 2011年9月 [2]
- 2011年8月 [1]
- 2011年7月 [2]
- 2011年6月 [3]
- 2011年5月 [2]
- 2011年4月 [3]
- 2011年3月 [2]
- 2011年2月 [2]
- 2011年1月 [2]
- 2010年12月 [3]
- 2010年11月 [1]
- 2010年10月 [2]
- 2010年9月 [2]
- 2010年8月 [1]
- 2010年7月 [3]
- 2010年6月 [2]
- 2010年5月 [1]
- 2010年4月 [1]
- 2010年3月 [4]
- 2010年2月 [4]
- 2010年1月 [3]
- 2009年12月 [3]
- 2009年11月 [3]
- 2009年10月 [3]
- 2009年9月 [2]